-

萍乡市东升环保科技有限公司
主营:瓷球陶瓷填料,塑料填料,金属填料 - 18046798886

萍乡市东升环保科技有限公司
主营:瓷球陶瓷填料,塑料填料,金属填料 4
4
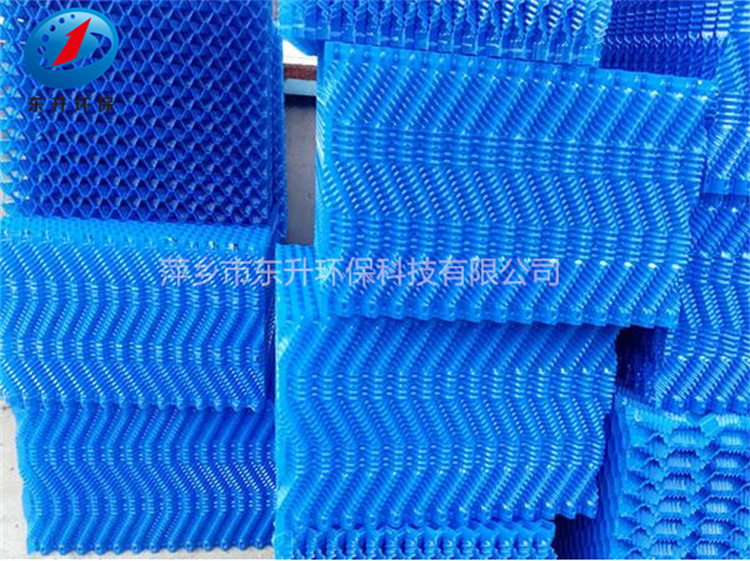
(1)冷却塔填料简介
冷却塔填料又称凉水塔填料或淋水填料,在冷却塔中的作用就是增加散热量,延长冷却水停留时间,增加换热面积,增加换热量,均匀布水,而不是将某种需降温的东西填进塔里。冷却塔就是使热流体(包括水)冷却到合理温度的一种设备。工业生产或制冷工艺过程中产生的废热,一般要用冷却水来导走。冷却塔的作用是将挟带废热的冷却水在塔内与空气进行热交换,使废热传输给空气并散入大气中。冷却塔在工业生产中作为循环水散热的主要核心,在我国的工业生产中影响着我国的工业生产的成本以及效率。冷却塔在工业生产中使用不当,就会造成设备散热不及时,生产停滞、水温过高危险等情况。填料是冷却塔的重要组成部分,它的效率高低,取决于冷却水与空气在填料中充分接触的程度,冷却塔填料是促进水热循环的主要因素,因此,要选择优质的冷却塔填料。
(2)冷却塔填料分类
冷却塔填料分为S波填料、斜交错填料、台阶式梯形斜波填料、差位式正弦波填料、点波填料、六角蜂窝填料、双向波填料、斜折波填料、斜交错冷却塔填料等,冷却塔填料耐温35℃~68℃,耐老化,性能优良、抗紫外线,使用寿命长。
(3)冷却塔填料技术要求
1.1淋水填料
1.1.1淋水填料平片
淋水填料平片应满足以下要求:
a)淋水填料平片由PVC塑料延压而成。平片应塑化均匀,无分散不良的辅料,外观色泽应-致,表面不应附着各类油污。
b)平片表面应平整,无明显孔洞、皱褶和气泡:不应有粒径大于1.0mm的杂质,粒径为0.6mm~ 1.0mm的杂质个数不**过20个/m2,分散度不**过5个/(10cmX 10cm)。片边应光滑平直,无破裂、缺口。
c)填料平片的厚度宜取0.35mm~0.45mm,允许偏差为0mm~+0.03mm。
d)填料平片的物理力学性能应符合表1的规定。
表1 填料平片的物理力学性能
序号 | 项目名称 | 单位 | 指标 | 检验方法 | 备注 | |
1 | 密度 | g/cm3 | ≦1.55 | GB/T 1033.1-2008-2008 |
| |
2 | 加热纵向收缩率 | % | ≦3.0 | DL/T 742-2019 |
| |
3 | 拉伸强度 | 纵向 | MPa | ≧42.0 | GB/T1040.3-2006-2006 | 拉伸速度 50mm/min |
横向 | ≧38.0 | |||||
4 | 撕裂伸长率 | 纵向 | % | ≥60 | GB/T1040.3-2006-2006 |
|
横向 | ≥35 | |||||
5 | 撕裂强度 | 纵向 | KN/m | ≥150 | *B/T1130-1991 | 拉伸速度 200mm/min
|
横向 | ≥160 | |||||
6 | 低温对折试验 耐寒温度 | 普通型 | ℃ | ≤-22 | DL/T 742-2019 |
|
耐寒型 | ≤-35 | |||||
7 | 湿热老化试验后的低温对折耐寒温度 | 普通型 | ℃ | ≤-8 | NDGJ 88-1989 |
|
耐寒型 | ≤-18 | |||||
8 | 氧指数(阻燃性能指标) | % | ≥40 | GB/T2406.1、GB/T2406.2 |
| |
1.1.2淋水填料成型片
淋水填料成型片应满足以下要求:
a)成型片上 0.3mm~2.0mm的孔眼不应**过20个/m2,分散度不应**过5个/(10cmX10cm),且破损孔径不**过2mm;成型片片边不应有破裂或明显缺口:片面不得翘曲、起拱。
b)成型片尺寸应符合设计要求,片平面长度尺寸允许偏差土10mm,宽度尺寸允许偏差土5mm;
片周轮廓呈规则矩形:成型片较薄处厚度不应小于0.2mm.
c)成型片必须采用材质指标合格的PVC平片制成,成型片的物理力学性能应符合表2的规定。
成型片材质测试的试样制备见附录E。
d)成型片在65℃热水中浸泡72h的耐温试验后,其两波距之间变化率M≤5.0%。
e)成型片的片问距(或孔距、波距)应符合设计要求,偏差不得**过士0.5mm。
1.1.3淋水填料组装块
淋水填料组装块应满足以下要求:
a)组装块的片间距应符合设计要求,允许偏差为士1.0mm。组装块各邻面间应相重直,形成一个规整六面体,由各片边形成的平面应齐平一致。组装块内部各个片间的黏结点黏结牢固,不应有虚黏、脱开现象,各片间的有效黏结点不少于该片间黏结点总数的90%。
b)组装块应具有足够的刚度。简支条件下的标准试件在3000N/m2的均布荷载作用下,支承面及加荷面应无明显翘曲、倒伏等变形现象,其**部侧向位移不大于50mm。
c)穿杆式组装块应配置足量的塑料拉杆。拉杆的力学性能应符合5.2.3 中除水器的拉杆力学性能要求。
d)组装块吊装用的拉杆(绳)的力学性能应符合设计计算要求,并应提供相应的力学性能测试报告。